Обзор
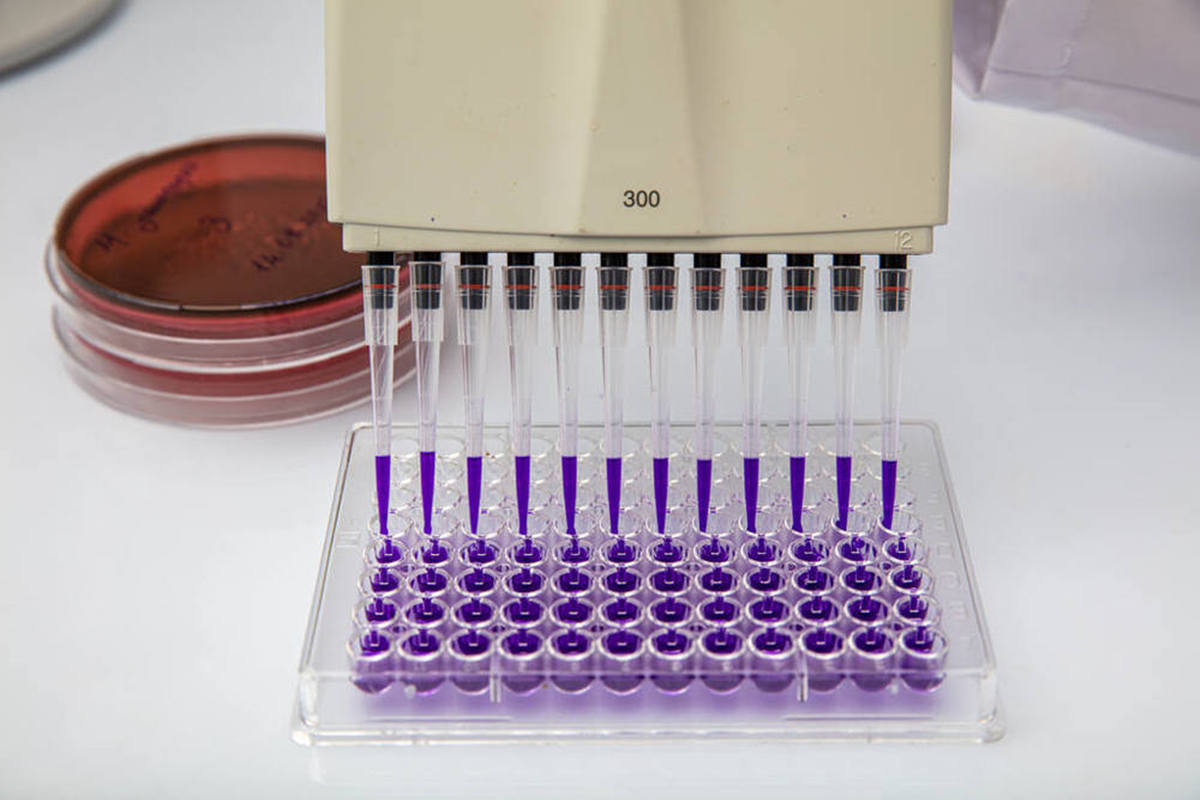
Спрос на кончики пипетки очень огромный для медицинского пластического рынка. Мы делаем как точную плесень всасывающего насадки, так и пластиковое формование. Макс. Половая, которую мы сделали сейчас, составляет 64 впрыска в полости, она составляет 6000 000 процентов на нашу машину для инъекции FAUNC 150T, плесени можно вводить на машине для инъекций 50T JSW.Конечное отверстие допуска всасывающей головки пипетирования составляет +/- 0,02 мм. Вы можете просмотреть ниже видео для производства формования на кончике пипетки.
Проблема
Как правило, впрыскивание кончика пипетки представляет собой множественную плесень полости и короткий цикл, чтобы обеспечить производственную мощность. Это более 16 плесени полости, также вы должны гарантировать, что вся полость является устойчивостью к консистенции. Тем временем вы должны убедиться, что плесень формится в коротком цикле и стабильно. Если это холодная плесень бегуна, во время высокой скорости впрыска, легко сбой формы для наконечника пипетки. Вы должны уменьшить цикл шаг за шагом. Также вы должны предотвратить пластиковый шелк от бегуна или где -то в форме, чтобы предотвратить аварию.
Наше решение
С точным изготовлением пресс-форм, оптимизированной концепцией формы и электронной литьевой машиной мы можем обеспечить качество и производственную мощность. Для формы наконечника пипетки есть две концепции формы. Одна из них — горячий канал с переходом на холодный канал, другая — форма с боковым горячим наконечником. Если объем производства большой, можно использовать форму с боковым горячим наконечником — это прямой горячий наконечник к боковой части пипетки, это экономит смолу и повышает производительность. В таком случае охлаждение наконечника пипетки очень важно.
Что касается смолы с пипеткой, у нас есть много проектов, чтобы использовать такую медицинскую смолу, мы можем сэкономить время для вашего производства.


